

金属プレス加工は、プレス機と金型を用いて大量生産を行うプロセスです。レーザーカットや曲げ機による曲げ加工よりも、精度、速度、安定性が高く、単価も安価です。もちろん、金型コストをまず考慮する必要があります。
細分化によると、金属プレス加工は通常のスタンピング、深絞りそしてNCTパンチ.
写真1:HY Metalsのプレス工場の一角
金属スタンピングは高速かつ高精度という特徴があります。スタンピングの切断許容差は ±0.05mm 以上、スタンピングの曲げ許容差は ±0.1mm 以上になります。


スタンピングツール設計
バッチ数量が 5,000 個を超える場合、またはレーザー切断および曲げ機で製造すると高価な場合は、部品を作るためにスタンピング ツールが必要になります。
HY Metals のエンジニア チームがお客様の金属部品を分析し、製品図面とコスト予算に応じて最適なスタンピング ツールを設計します。
写真2: 金型設計には強力なエンジニアサポートがあります
構造、数量、リードタイム、希望する価格に応じて、プログレッシブダイまたは一連のシングルパンチダイになります。
プログレッシブダイとは、全ての工程、あるいは複数の工程を同時に完了できる連続スタンピング金型です。完成品を得るために、プログレッシブダイ1セットだけが必要な場合もあります。
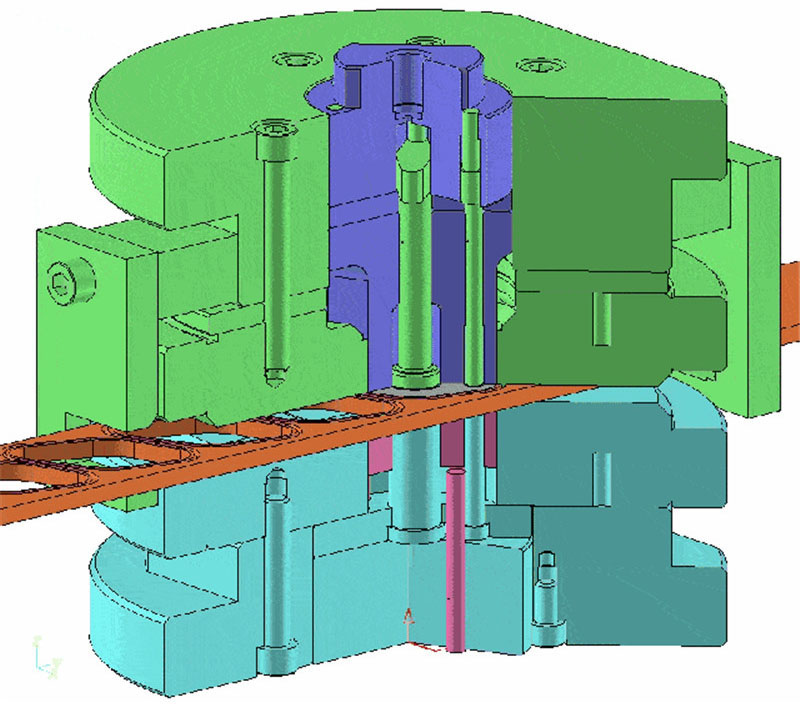
写真3: これは、切断と曲げを1回だけ行う単純な順送金型の例です。
シングルパンチダイは、段階的なスタンピング工程です。スタンピングカッティングツールと複数のスタンピングベンディングツールが含まれる場合があります。
シングルパンチ金型は順送り金型よりも加工が容易で、通常は安価です。しかし、大量生産には時間がかかり、プレス部品の単価は高くなります。
スタンピングカッティング
通常、スタンピングカッティングは穴や形状を切り出すための最初のステップです。
スタンピングツールによる切断はレーザー切断よりもはるかに高速で安価です。
スタンピング成形
一部の板金部品の凹凸構造やリブを形成するには、スタンピングツールが必要になります。
スタンピング曲げ
スタンピング曲げは、曲げ機よりも安価で高速です。しかし、これは複雑な構造で300mm×300mmのような小さなサイズの部品にしか適していません。曲げサイズが大きくなると、金型コストが高くなるためです。
そのため、大型で大量生産の部品の場合、プレス加工用の切削工具のみを設計し、曲げ加工用の工具は使用しないことがあります。その場合は、曲げ加工機のみで部品を曲げます。
当社には 5 人の専門ツール設計エンジニアがおり、お客様の金属打ち抜き部品に最適なソリューションをご提供します。


写真4:HY Metalsのプレス金型倉庫
当社は、金属プレス加工用に10トンから1200トンまでのプレス機とパンチングマシンを20台以上保有しています。数百種類のプレス金型を自社で製作し、毎年世界中のお客様に数百万個の精密金属部品をプレス加工しています。
写真5:HY金属によるプレス部品
そのため、大型で大量生産の部品の場合、プレス加工用の切削工具のみを設計し、曲げ加工用の工具は使用しないことがあります。その場合は、曲げ加工機のみで部品を曲げます。
当社には 5 人の専門ツール設計エンジニアがおり、お客様の金属打ち抜き部品に最適なソリューションをご提供します。

写真6:銅部品の深絞りとスタンピング
銅の深絞り・打ち抜き部品です。
この部品用に、成形用の深絞りツール 3 セットと、切断および曲げ用のスタンピング ツール 4 セットを含む合計 7 セットのシングル パンチ ツールを設計しました。
写真7:HY Metals社製NCTパンチング製品の一部

NCTパンチング
NCT パンチは数値制御タレットパンチプレスの略で、サーボパンチとも呼ばれ、産業用制御システムを備えた自動機械で処理されます。
NCTパンチも冷間スタンピング加工の一種で、メッシュ穴やOB穴の切削によく使用されます。
多数の穴がある板金部品の場合、レーザー切断よりもコストが安く、速度が速い NCT パンチングの方が適した選択肢となります。
また、レーザー切断は熱によって多少の変形が生じることが分かっています。
NCTパンチは、熱による変形がなく、金属板をより良い平坦度に保つ冷間加工です。